



定制为确保剃齿刀的使用期限和被剃齿轮在应用中的齿合稳定性,剃前齿轮齿形要做相对应的更改,维持一定的留剃容量,齿顶修缘,轮齿沉割。 剃前端铣刀减少了传动齿轮、丢掉了掛轮箱:减少了传动齿轮偏差,公法线长短变化量、周节积累偏差、轴向综合性尺寸公差的确保工作能力进一步提高,完成了调节自动化技术,不仅大大缩短了调整时间,并且提升 了调节的可靠性与准确性。

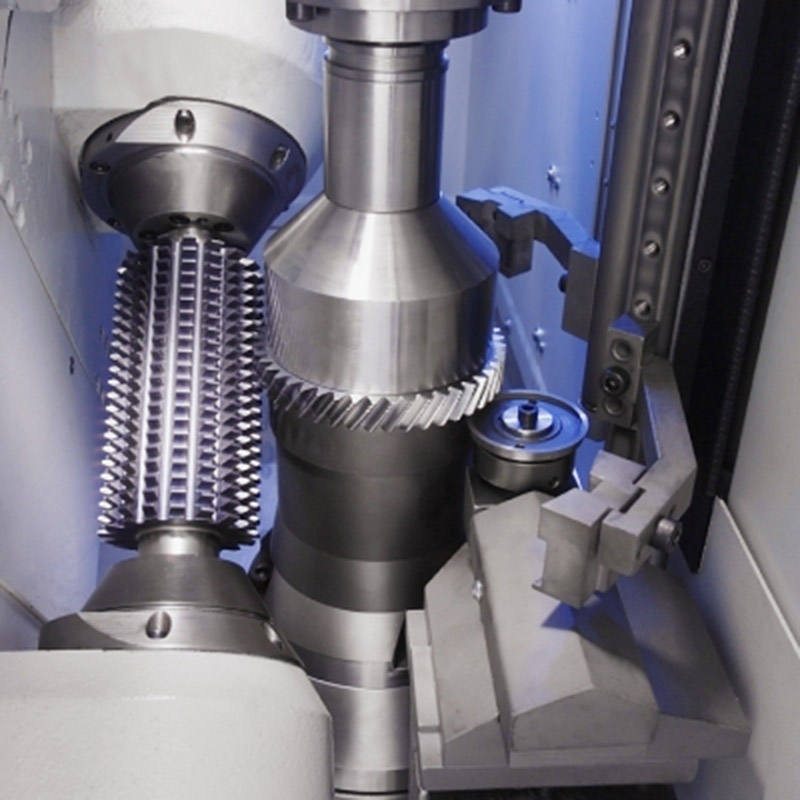
定制齿轮滚刀等同于小齿轮,被切齿轮等同于一个大齿轮,是一个螺旋角β0非常大而外螺纹个数非常少(1~3个齿),齿较长,并可绕滚刀测量范围圆柱体好几圈的螺旋式齿轮,那样就象螺旋式升角γz不大的蜗杆了。为了更好地产生刃口,在蜗杆内孔顺着中心线铣出几个容屑槽,以产生前边及尺侧,经铲齿和铲磨,产生后刃口之后角。




