




型号磨前滚刀是按螺旋式齿轮啮合基本原理加工直齿和斜齿斜齿圆柱齿轮的一种数控刀片,依照加工特性分成:精切滚刀,粗切滚刀,剃前滚刀,刮前滚刀,挤前滚刀,留磨滚刀,倒圆角修圆滚刀,渐开线齿轮滚刀,凸凹弧形滚刀,同步带滚刀,花键轴滚刀,旋轮线滚刀,和双弧形滚刀等。
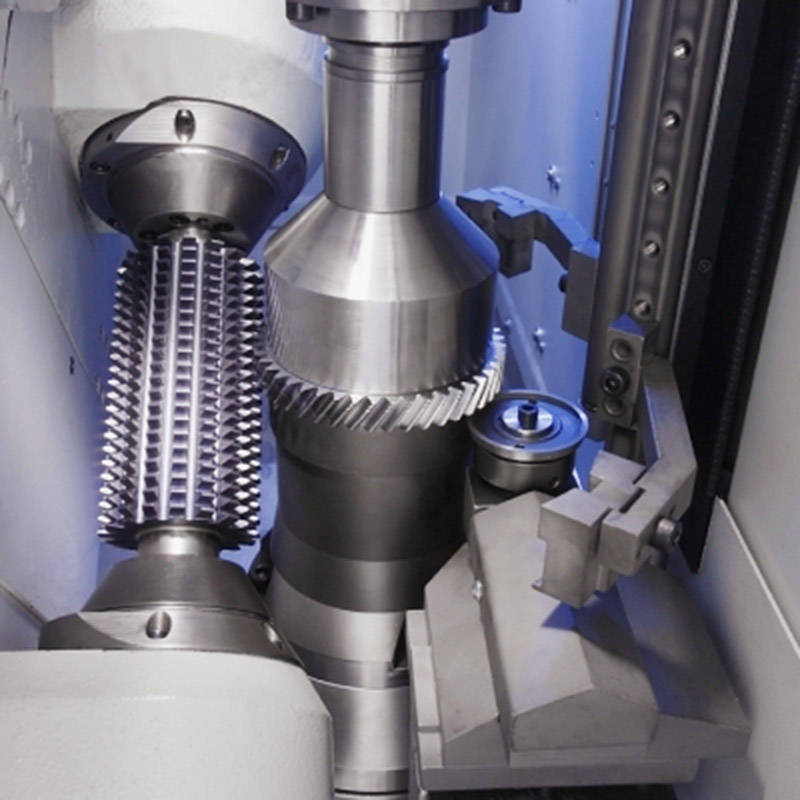
型号 滚刀的两边刃口是前边与侧铲表面的交线,它理应遍布在蜗杆螺旋式表面上,外螺纹齿侧边是渐开螺旋面,在与基圆柱体相交的随意平面图和渐开螺旋面的交线是一条平行线,其端模型是渐开线齿轮,渐开线齿轮蜗杆径向模型与渐开螺旋面的交线是曲线图,用这类基本上挤出机螺杆生产制造的滚刀,沒有齿型设计方案偏差,钻削的传动齿轮精度高。

型号 三角花键轴插齿刀的转动运动和产品工件的转动运动构成复合型运动,产生产品工件的渐开线齿轮齿廓;插齿刀的往复式运动产生产品工件齿长方位的输电线,是一个简易运动,也是插齿时的主运动。 插齿时,最先是插齿刀相对性产品工件作轴向进入,直至全齿深时终止进入,复合型运动,切齿深及时时,产品工件再掉转一圈后,齿轮加工完善,随后插齿刀与产品工件迅速分离,数控车床全自动终止。
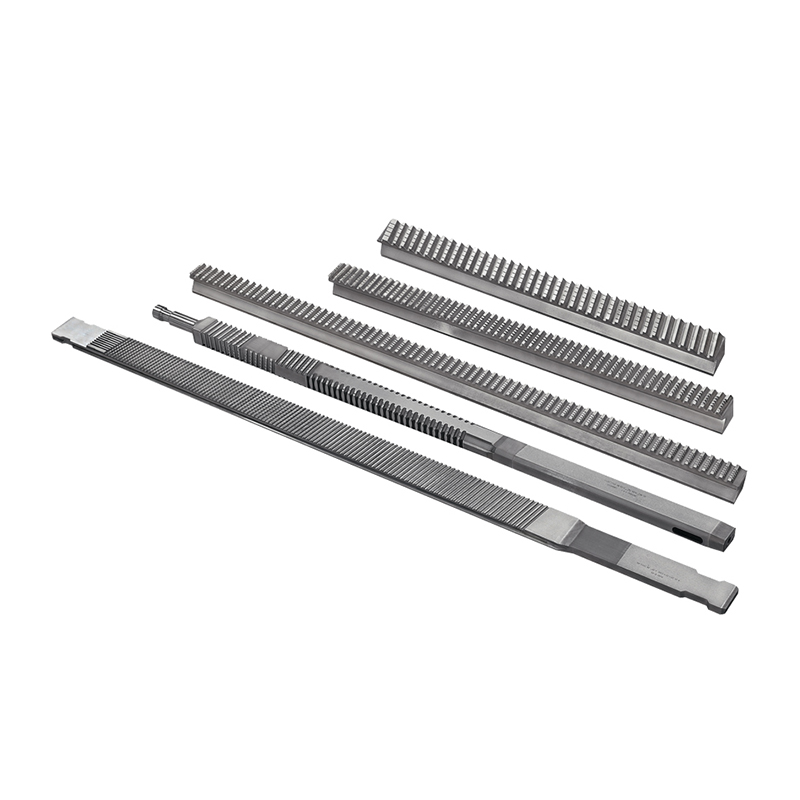
型号不会再应用传动带齿轮传动系统副,进而完成车床主轴系统软件的“零传动系统”,插电后叶轮立即推动主轴轴承运行。 因为高速电主轴是快速高精密元器件,维护保养是很有必要的。矩形框花键轴滚刀的头颈和各自建在头颈两边的锥柄和齿部,锥柄与头颈的一端一体成形联接,齿部与头颈的另一端可拆式联接;在头颈的另一端配有转动轴,转动轴沿头颈的径向突显拓宽,转动轴包含先后联接的支撑点段和外螺纹段,在外螺纹段上设定有防松螺母;




