




型号斜齿插齿刀因为刀齿歪斜,两边刃的尺侧相距非常大,一侧为正前方角,另一侧为负前角,为了更好地改进插齿刀的作业标准,必须 选用独特的修磨。 锥柄插齿刀可被当作是插齿刀齿数为无限多时的一个充分必要条件,有直齿和斜齿二种。驱动链刀样子简易,生产制造便捷,用以加工外齿合直齿.斜齿与人字形齿轮,尤其适用加工比较大变位系数的齿轮。
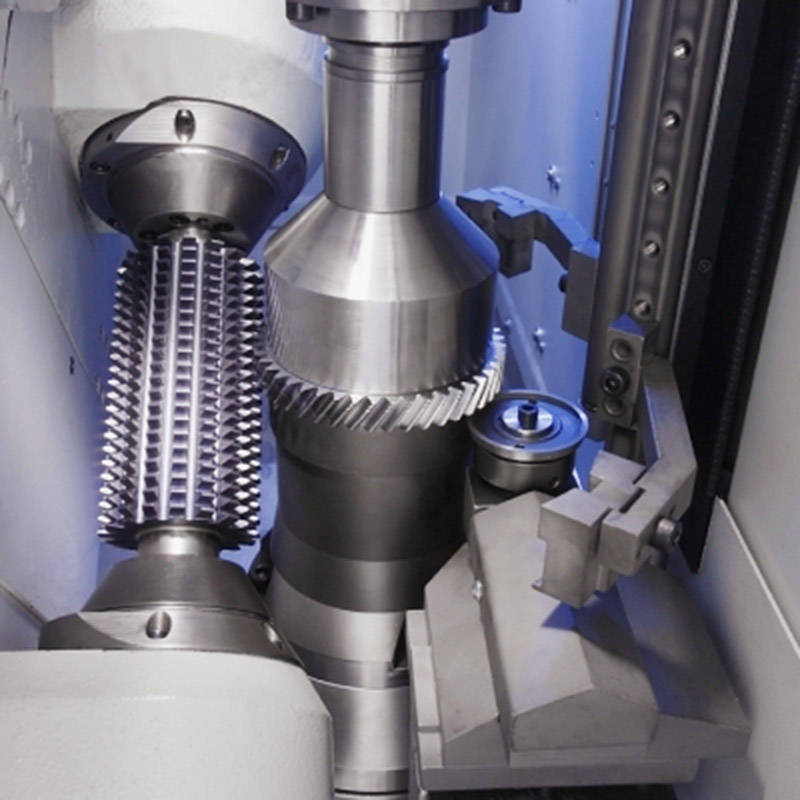
型号刀齿沿圆柱体或锥体作涡状线排序的齿轮加工数控刀片﹐用以按展成法加工圆柱体齿轮﹑蜗轮蜗杆和别的圆柱型带齿的产品工件(见齿轮加工﹑齿轮)。依据主要用途的不一样﹐滚刀分成齿轮滚刀﹑蜗轮蜗杆滚刀﹑非渐开线齿轮展成滚刀和定装滚刀等。

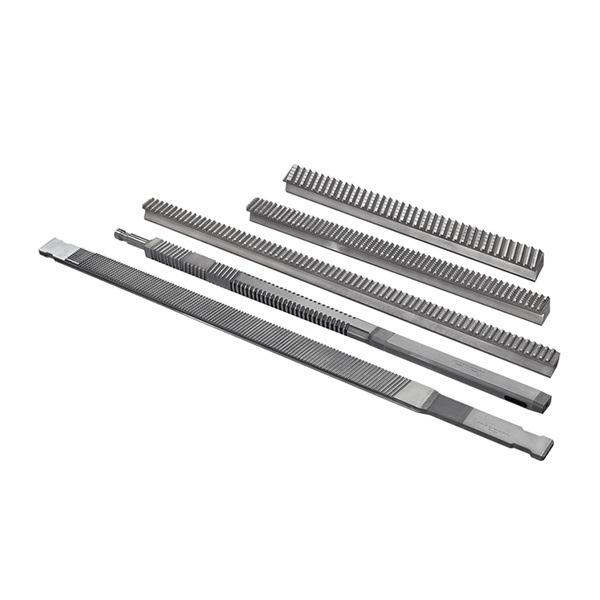
拉刀是用于拉削的成形刀具。刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。拉刀按加工表面部位的不同,分为内拉刀和外拉刀;按工作时受力方式的不同,分为拉刀和推刀。推刀常用于校准热处理后的型孔。
型号针对齿底弧形合理确保,保证 了齿轮的承载力;针对齿形齿向修型可依据规定做到;再因为齿顶与此同时切出来,热处理工艺后磨孔时,只需以齿顶精准定位就可以,有益于减少輔助時间与磨孔机械自动化的完成。此外,剃前端铣刀的重磨频次为10~12次,而一把剃齿刀的重磨频次为4~6次。




