



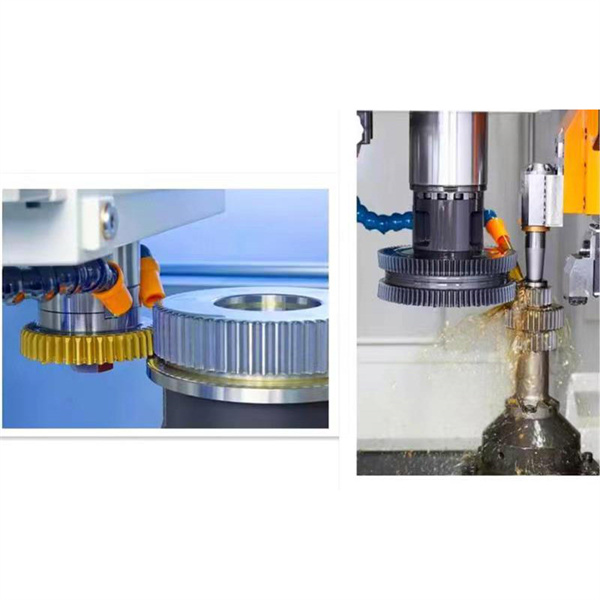
厂磨前滚刀是按螺旋式齿轮啮合基本原理加工直齿和斜齿斜齿圆柱齿轮的一种数控刀片,依照加工特性分成:精切滚刀,粗切滚刀,剃前滚刀,刮前滚刀,挤前滚刀,留磨滚刀,倒圆角修圆滚刀,渐开线齿轮滚刀,凸凹弧形滚刀,同步带滚刀,花键轴滚刀,旋轮线滚刀,和双弧形滚刀等。
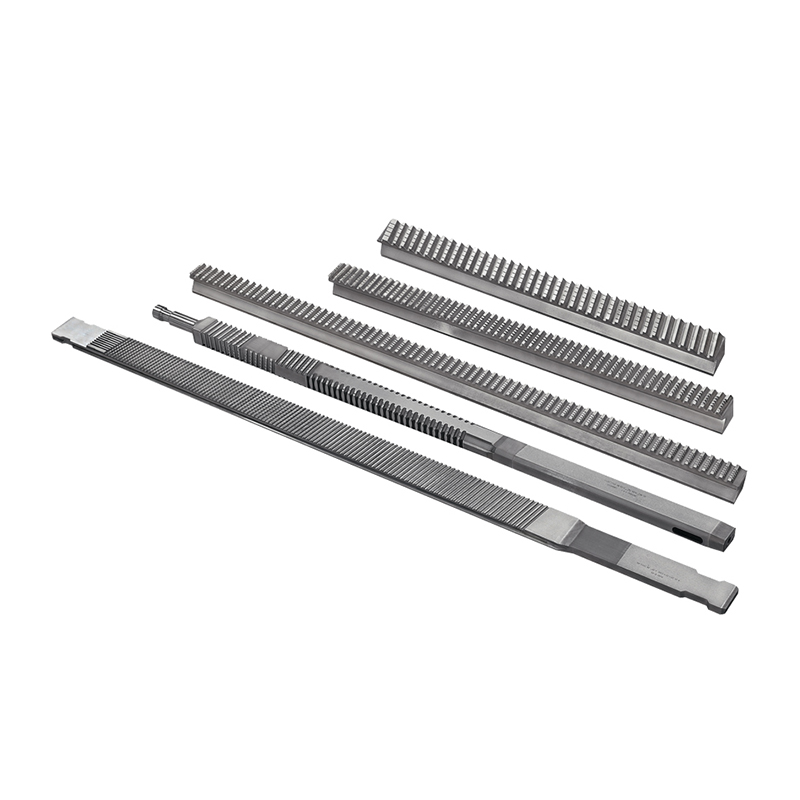
拉刀是用于拉削的成形刀具。刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。拉刀按加工表面部位的不同,分为内拉刀和外拉刀;按工作时受力方式的不同,分为拉刀和推刀。推刀常用于校准热处理后的型孔。

厂倒圆角滚刀归属于硬质合金刀具滚刀,生产制造精度能做到AAA级,归属于国家标准滚刀,刀坯选用碳素钢或不锈钢板切削而成,并于刀刃上电焊焊接硬质合金刀具,常见的硬质合金刀具材料有YG8.YG15.YG20.WC92.WC93.EC60.EC80.S4等,用以对于不一样的金属料条切粒。




